
Kapitel5Bewertung von Vibrationen
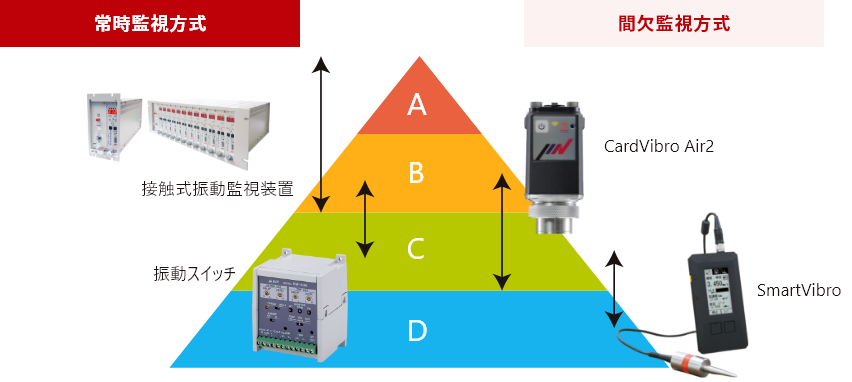
1. Bewertung der Bedeutung der Einrichtung
-
Hochwertige Maschinen(Privater Stromgenerator, Hochdruckkompressor usw.)
Mechanisches Versagen steht in direktem Zusammenhang mit der Einstellung des Betriebs
-
Wichtige Maschinen(Kessel, Pumpe, Kompressor usw.)
Mechanisches Versagen kann einen Produktionsrückgang verursachen
-
Gewöhnliche Maschinen(Intake or exhaust fan etc.)
Mechanisches Versagen kann den Betrieb erschweren
-
Geringwertige Maschinen(Kleiner Allzweckmotor usw.)
Mechanisches Versagen ist nicht mit dem Betrieb verbunden und die Reparatur bzw. der Austausch ist viel billiger.
Ständiges Überwachungssystem
-
Contact Sensor Type Vibration Monitoring System(VM-9301)
Klicken Sie hier für die Produkteseite.
-
Vibration Switch(VM-90A)
Klicken Sie hier für die Produktseite.
Offline-Überwachungssystem
-
CardVibro Air2(VM-2012/VM-2012C)
Klicken Sie hier für die Produkteseite.
-
SmartVibro(VM-4424H/VM-3024H/ VM-7034H)
Klicken Sie hier für die Produkteseite.
2. Was ist eine einfache Diagnose?
Ziel ist es, die Einrichtungen zu diagnostizieren und den Grad der Verschlechterung durch die Messung von Vibrationen deutlich zu machen. Für eine genaue Bewertung werden Beurteilungswerte benötigt. Bei der einfachen Diagnose gibt es drei Hauptbeurteilungsmethoden. Die Anwendung dieser drei Methoden gewährleistet eine genauere Messung.
1.Absolutes Werturteil
Die Anlagen werden in verschiedene Typen eingeteilt (kleiner Typ, mittlerer Typ, großer Typ). Wenn die gemessenen Schwingungen ein bestimmtes Niveau überschreiten, wird dies als Anomalie diagnostiziert.
Vorteil
Die Beurteilung ist einfach, weil der Diagnosestandard bereits festgelegt ist.
Nachteil
Das Urteil kann sich je nach Art oder Teil der Einrichtungen und Hersteller ändern.
Beispiel für ein Gerichtsurteil
ISO-Norm zur Bewertung von Schwingungen
Diese Norm wird häufig für die synthetische Beurteilung
von rotierenden Maschinen.
Die aktuelle ISO-Norm 10816-3:2009 beschreibt die Absolutwertbeurteilung durch Geschwindigkeits-Effektivwerte
-
Objektive Maschinen werden in 2 große Gruppen eingeteilt
-
Maschinenpark Gruppe1Große Maschinen
Leistung: 300kW~50MW, Wellenhöhe:> 315mm
-
Gruppe Maschinenpark2Mittlere Maschinen
Leistung: 15kW~300kW, Wellenhöhe: 160mm~315mm
-
-
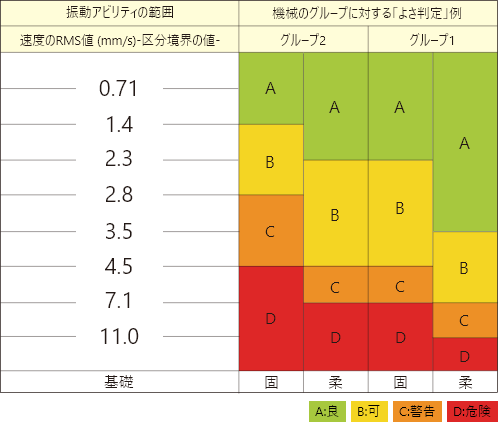
Abbildung: Anforderungen an Schwingstärkemessgeräte 10816:2009.
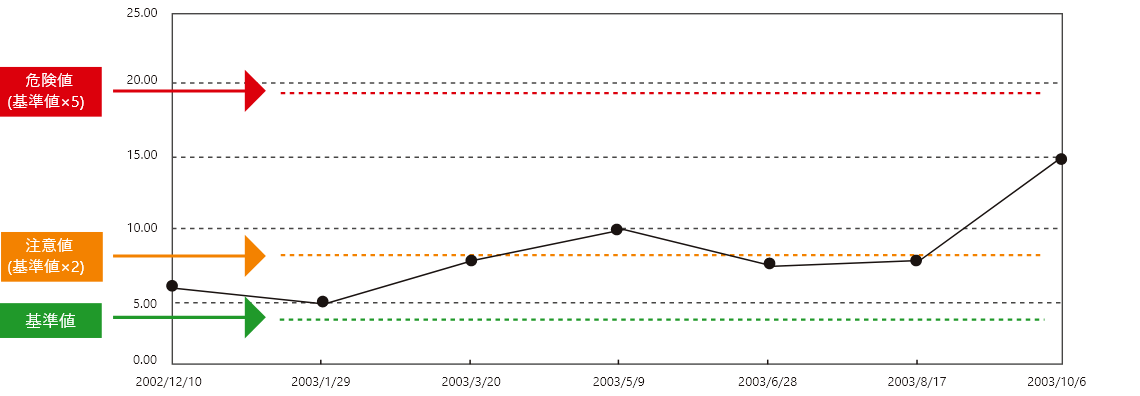
2. Relatives Werturteil
Die Methode der Festlegung des Standardgeschwindigkeits-Effektivwerts und des Vergleichs des Normalwerts mit einigen absoluten Werten zur Beurteilung. Der normale RMS-Geschwindigkeitswert, der ursprünglich von jemandem festgelegt wurde, wird mit dem x-fachen Wert multipliziert, um als „Alarmwert“ oder „gefährlicher Wert“ betrachtet zu werden. Wenn zum Beispiel der Effektivwert des Motors nach mehr als zehn Messungen meistens 5,00 anzeigt, kann „5,00“ als normaler Wert festgelegt werden. 10.00 (zwei Mal so hoch wie der Normalwert) wird als Warnwert eingestellt, 25,00 (fünfmal so hoch wie der Normalwert) ist ein „gefährlicher Wert“. Der Normalwert sollte nach mehr als zehnmaliger Messung festgelegt werden.
Vorteil
Präziser als absolutes Werturteil
Nachteil
Da der Normalwert je nach den persönlichen Erfahrungen festgelegt wird, bleibt die Gültigkeit der Urteilswerte unklar.
Beispiel für ein Gerichtsurteil
In diesem Fall ist der Warnwert doppelt so hoch wie der Normalwert. Der gefährliche Wert ist fünfmal so hoch wie der normale Wert.
V(RMS)-Trendanalyse-Diagramm
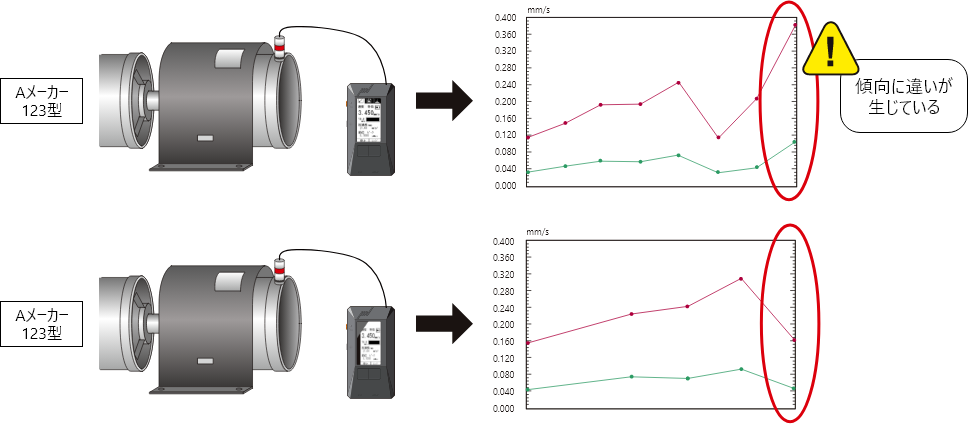
3. Intercomparison-Werturteil
Eine Beurteilungsmethode durch Vergleich der Vibrationsstärke an der gleichen Messstelle der gleichen Maschine. Wenn der numerische Wert mehr als doppelt so groß ist wie bei gleichwertigen Einrichtungen, besteht die Möglichkeit einer Anomalie.
Vorteil
Präziser als relative Werturteile
Nachteil
Die Zahl der einsetzbaren Maschinen ist begrenzt.
Beispiel für ein Gerichtsurteil
Wenn der Unterschied zwischen den beiden gleichen Maschinen mehr als zweimal so groß ist, liegt möglicherweise eine Anomalie vor.
3. Was ist eine präzise Diagnose?
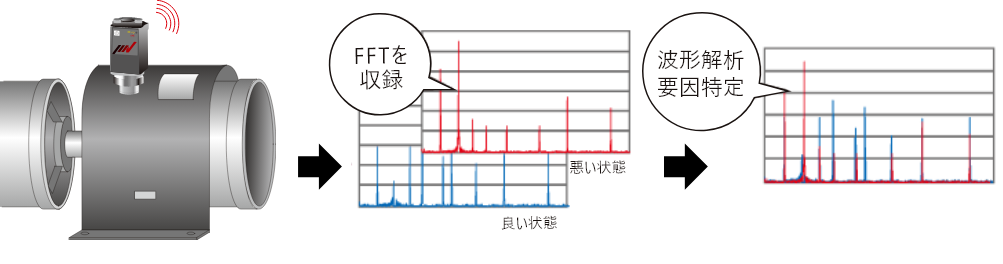
Ziel ist es, die Wellenform mit FFT zu analysieren und Maschinenteile, die sich verschlechtert haben, anhand der Häufigkeitsverteilung zu identifizieren, was zuverlässigere Ergebnisse als eine einfache Diagnose liefert.
Wenn eine normale Maschine und eine abnormale Maschine mit FFT verglichen werden, kann es eine große Veränderung bei einem Merkmalsfrequenzwert geben. Das folgende Diagramm zeigt die Merkmalsfrequenz und die Arten des anormalen Zustands.
Anomalien der Lager und Häufigkeit der Merkmale
| Arten von anormalen Zuständen | Zu prüfender Modus | Häufigkeit der Merkmale | ||
|---|---|---|---|---|
| 1 | Imbalance | Velocity | 1 × N/60 and its frequency (little) | |
| 2 | Misalignment | Velocity | M × N/60 | |
| 3 | Ball bearing scratch | Outer ring damage | Acceleration | 0.4 × (number of ball) × N/60 and its harmonics |
| Inner ring damage | Acceleration | 0.6 × (number of ball) × N/60 and its harmonics | ||
| Rolling element damage | Acceleration | 2.5 × N/60 and its harmonics | ||
| Cage damage | Acceleration | 0.4 × N/60 and its harmonics | ||
| Grease or oil lacking | Acceleration | N/60 and its harmonics | ||
| Progress of deterioration,worn-out | Acceleration | 0.4 × (number of ball) × N/60 and its harmonics or、 0.6 × (number of ball) × N/60 and its harmonics or、 0.4 × N/60 and its harmonics or、 2.5 × N/60 and its harmonics |
||
| 4 | Gear | Grease or oil lacking | Velocity/Envelope | PHz (pitching frequency) |
| Pitching (defect of tooth surface) | Velocity/Envelope | P | ||
| Chipped tooth (partial wear) | Velocity/Envelope | P±MN | ||
| Chipped tooth | Velocity/Envelope | MN | ||
| Eccentricity | Velocity/Envelope | MN or P±MN P=Z × N/60 | ||
| 5 | Bending shaft | Velocity | 1 × N/60 and its harmonics | |
| 6 | Cracking shaft | Velocity | 1 × N/60 and its harmonics | |
| 7 | Resonance | Velocity/Acceration/Envelope | Vibration of natural frequency | |
| 8 | Electrical signal | Velocity | 50 or 60Hz | |
| 9 | Rubbing | Envelope | High frequency vibration (>1 kHz) | |
| 10 | External vibration | Velocity/Acceration/Envelope | Depending on other facilities | |
N=Number of circulation (rpm), M=Multiple (1, 2, 3…), P=Pitching frequency *Die oben beschriebenen Anomalien können durch die Überprüfung des angegebenen Modus korrekt erkannt werden.