
Chapter5Evaluation of Vibration
1. Evaluation of Facility Importance
-
High value machinery(Private power generator, High pressure compressor etc.)
Mechanical failure is directly linked to stop of operation
-
Important machinery(Boiler, Pump,Compressor etc.)
Mechanical failure may cause a decrease of production
-
Ordinary machinery(Intake or exhaust fan etc.)
Mechanical failure may cause inconvenient for operation
-
Low value machinery(Small general purpose motor etc.)
Mechanical failure is not linked to operation and repair/replacement is much cheaper
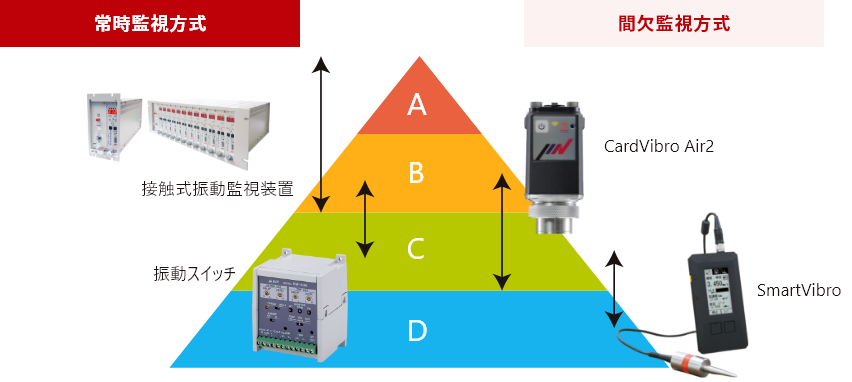
Permanent Monitoring System
-
Contact Sensor Type Vibration Monitoring System(VM-9301)
Click here for the product page.
-
Vibration Switch(VM-90A)
Click here for the product page.
Offline Monitoring System
-
CardVibro Air2(VM-2012/VM-2012C)
Click here for the product page.
-
SmartVibro(VM-4424H/VM-3024H/ VM-7034H)
Click here for the product page.
2. What is Simple Diagnosis?
The aim is to diagnose facilities and clearly show the degree of deterioration by measuring vibration. Judgment value will be needed for precise evaluation. There are three main judgment methods in simple diagnosis. Using these three methods will ensure more accurate measurement.
1.Absolute Value Judgment
Facilities are classified into several types (small type, medium type, large type). It is a method that if measured vibration exceed a certain level , it is diagnosed as abnormality.
Advantage
Judgment is easy because diagnosis standard is already established.
Disadvantage
Judgment may change depending on types or parts of facilities and makers.
Judgement Example
ISO vibration evaluation standard
This standard is widely used for synthetic judgment
of rotational machinery.
The current ISO standard 10816-3:2009 describes the absolute value judgment by velocity rms
-
Objective machinery is classified into 2 major groups
-
Machinery Group1Large Machinery
Output: 300kW~50MW, Shaft height:> 315mm
-
Machinery Group2Medium Machinery
Output: 15kW~300kW, Shaft height: 160mm~315mm
-
-
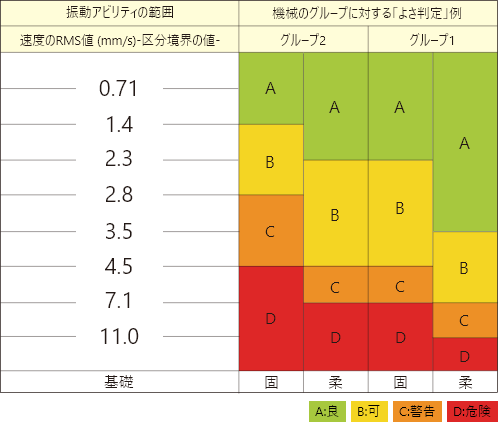
Figure: requirements for vibration severity measuring instruments 10816:2009.
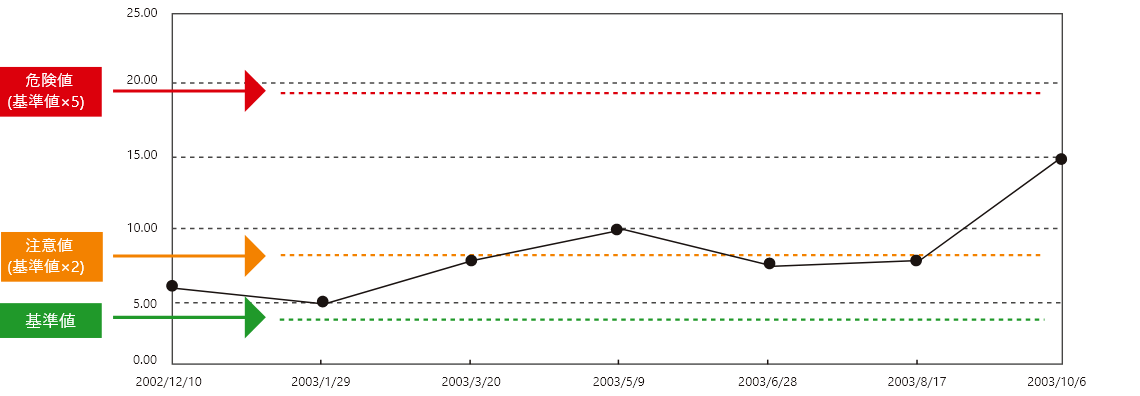
2. Relative Value Judgment
The method of setting up the standard velocity RMS value and comparing the normal value with some absolute values for judgment. Normal value of velocity RMS which is originally set up by someone is multiplied by x times to be regarded as “alert value” or “dangerous value”. For example, when the velocity RMS value of motor shows 5.00 most of times after more than ten times measurement, “5.00” can be set up to be the normal value. 10.00 (two times as high as normal value) is set up to be alert value, 25.00 (five times as high as normal value) is “dangerous value.” The normal value should be decided after more than ten times measurement.
Advantage
More precise than absolute value judgment
Disadvantage
Because the normal value is decided according to each personal experiences, so ambiguity remains in the validity of the judgment values.
Judgement Example
This is a case which alert value is set to be two times as high as normal value. Dangerous value is set to be five times as high as normal value.
V(RMS) Trend Analysis Graph
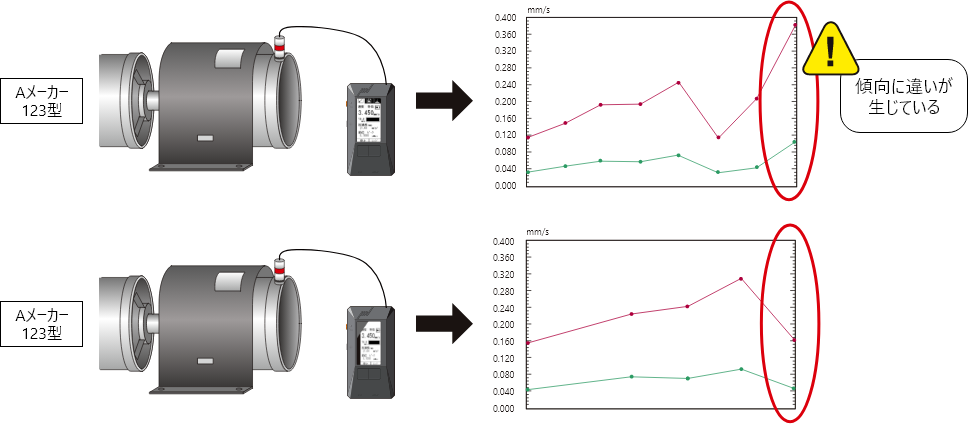
3. Intercomparison Value Judgment
A method of judgement by comparing vibration amount at the same measuring point of the same machine. If numerical value is more than twice as big as equivarent facilities, there is a possibility of abnormality.
Advantage
More precise than relative value judgment
Disadvantage
Applicable machinery is limited
Judgement Example
When there is over two times difference between the two same machinery, there may be an abnormality.
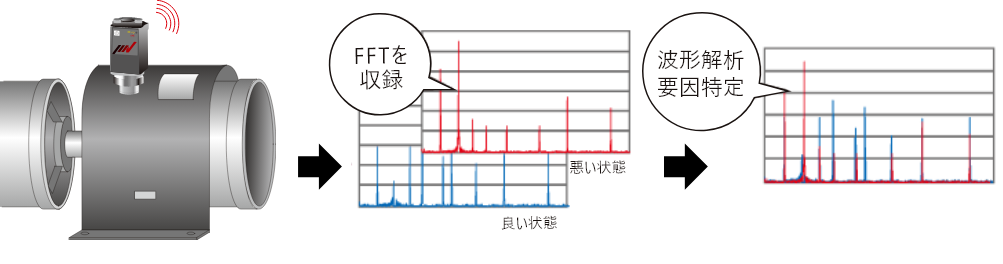
3. What is Precise Diagnosis?
The aim is to analyze waveform with FFT and identify machine part that have deteriorated with frequency distribution, producing more reliable results than simple diagnosis.
When a normal machinery and an abnormal machinery are compared with FFT, it may show a big change at a feature frequency value. The following chart is about the feature frequency and the kinds of abnormal state.
Bearing Abnormalities and Feature Frequency
| Kinds of abnormal state | Mode to be checked | Feature frequency | ||
|---|---|---|---|---|
| 1 | Imbalance | Velocity | 1 × N/60 and its frequency (little) | |
| 2 | Misalignment | Velocity | M × N/60 | |
| 3 | Ball bearing scratch | Outer ring damage | Acceleration | 0.4 × (number of ball) × N/60 and its harmonics |
| Inner ring damage | Acceleration | 0.6 × (number of ball) × N/60 and its harmonics | ||
| Rolling element damage | Acceleration | 2.5 × N/60 and its harmonics | ||
| Cage damage | Acceleration | 0.4 × N/60 and its harmonics | ||
| Grease or oil lacking | Acceleration | N/60 and its harmonics | ||
| Progress of deterioration,worn-out | Acceleration | 0.4 × (number of ball) × N/60 and its harmonics or、 0.6 × (number of ball) × N/60 and its harmonics or、 0.4 × N/60 and its harmonics or、 2.5 × N/60 and its harmonics |
||
| 4 | Gear | Grease or oil lacking | Velocity/Envelope | PHz (pitching frequency) |
| Pitching (defect of tooth surface) | Velocity/Envelope | P | ||
| Chipped tooth (partial wear) | Velocity/Envelope | P±MN | ||
| Chipped tooth | Velocity/Envelope | MN | ||
| Eccentricity | Velocity/Envelope | MN or P±MN P=Z × N/60 | ||
| 5 | Bending shaft | Velocity | 1 × N/60 and its harmonics | |
| 6 | Cracking shaft | Velocity | 1 × N/60 and its harmonics | |
| 7 | Resonance | Velocity/Acceration/Envelope | Vibration of natural frequency | |
| 8 | Electrical signal | Velocity | 50 or 60Hz | |
| 9 | Rubbing | Envelope | High frequency vibration (>1 kHz) | |
| 10 | External vibration | Velocity/Acceration/Envelope | Depending on other facilities | |
N=Number of circulation (rpm), M=Multiple (1, 2, 3…), P=Pitching frequency *Abnormality described above can be recognized correctly by che cking the specified mode.