

Chapter4振動テクニカルガイド
1. 振動用語
-
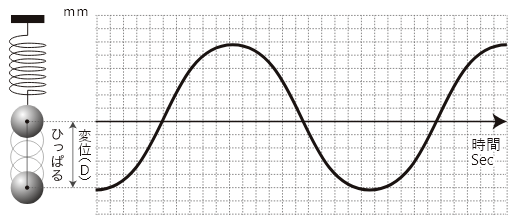
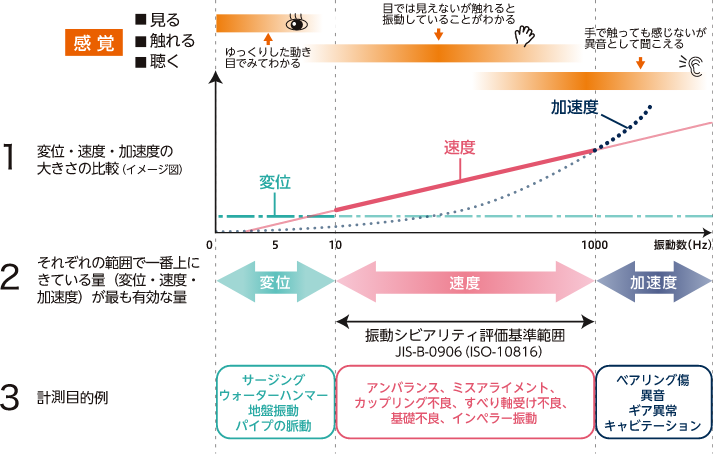
振動とは、物体が一点を中心としてその前後左右、または上下への運動を繰り返す状態をいい、一般に「振動数」「変位」「速度」「加速度」を用いてこれを表します。
これらの要素は通常、アルファベット(F、D、V、A)の略称で示されます。最も単純な振動の典型であるバネ振り子を使って振動の変位を説明すると、振り子のおもりを静止している状態から変位Dだけ引っ張って放すと、おもりは右図のように振動します。 -
振動の原理
-
振動数(F)
振動している物体が、1秒間に繰り返し運動する回数を振動数(または周波数)といいます。
単位:Hz -
変位(D)
振動の往復している幅(距離)を変位といいます。
単位:μm(マイクロメートル),mm(ミリメートル) -
速度(V)
変位の時間に対する変化率を速度といいます。
単位:mm/s, cm/s -
加速度(A)
速度の時間に対する変化率を加速度といいます。
単位:m/s2,g
2. 測定ファンクション
測定モードで表した波形を元に、絶対値で表現する方法。
-
1. PEAK(ピーク値)
一定区間内の最大値。
衝撃波形や変動の少ない波形等の評価に用います。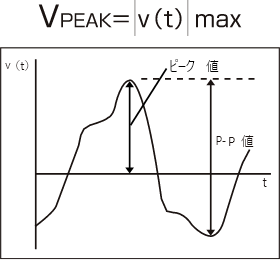
図:ピーク値
-
2. rms(実効値)
一定区間内における各瞬時値の2乗平均値の平方根振動波形に含まれるパワーに相当速度のrms値は設備診断の重要な要素です。
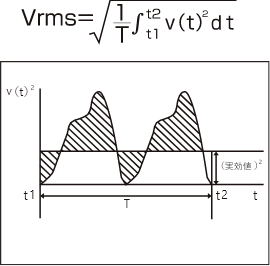
図:実効値
-
3. C・F(波高率・クレストファクター)
PEAKとRMSの比。
ベアリングの相対比較による劣化判断材料に利用できます。
C・F=PEAK/rms -
4. EQP(等価ピーク値)
RMSから正弦波であると仮定した場合のピーク値。
正弦波ではrms×√2=PEAKという関係が成り立つ。
振動監視装置などで警報を出力する場合、突出した信号が入ってきても誤動作しにくいようにEQPで監視をする場合があります。
3. 振動の種類
「振動」を人間の感覚をもとに分類してみると、目で見てわかるゆっくりとしたもの、目では見えないが触れるとわかるもの、手で触っても感じないが異音として聞こえるものに分けることができます。
4. FFT-Fast F ourier Transform (高速フーリエ変換) – とは?
FFTは振動波形の分析方法の一つです。一般的に振動波形は複雑で、評価をすることが難しいです。
しかし、複雑な波形は周波数が異なる単調なsin波に分解することができます。(左図)
FFTは、振動波形に対して周波数がどれくらい含まれているか分解して評価する処理方法です。(右図)
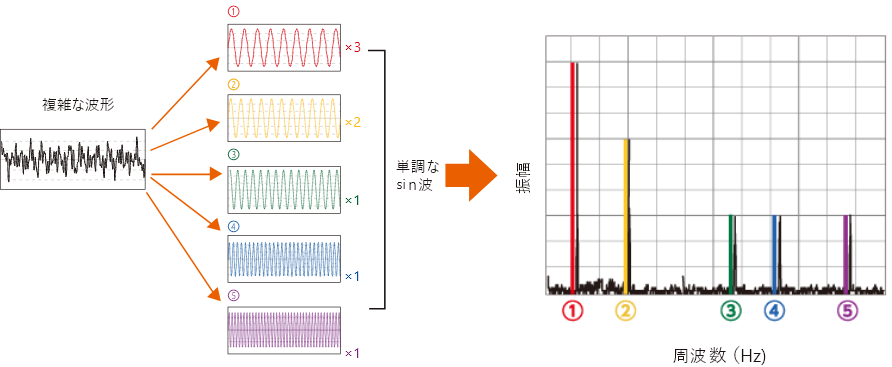
※波形・グラフはイメージです
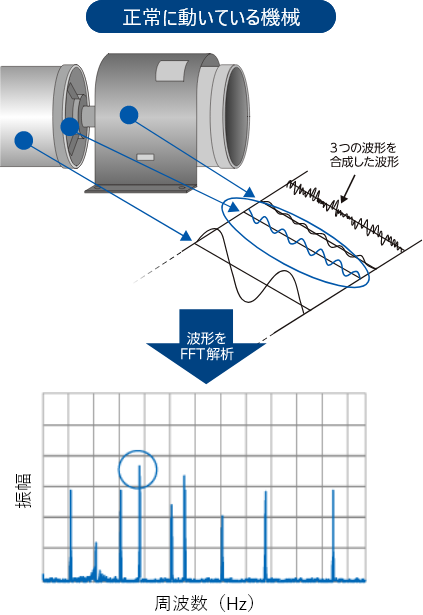
5. FFT解析を振動解析に活かす
アンバランスやベアリング故障など、機械から発生する振動原因がどこの周波数位置にあたるかは機械の構造から決まります。したがってFFT解析で周波数を分析することにより、振動原因を推定することが可能です。
-
-
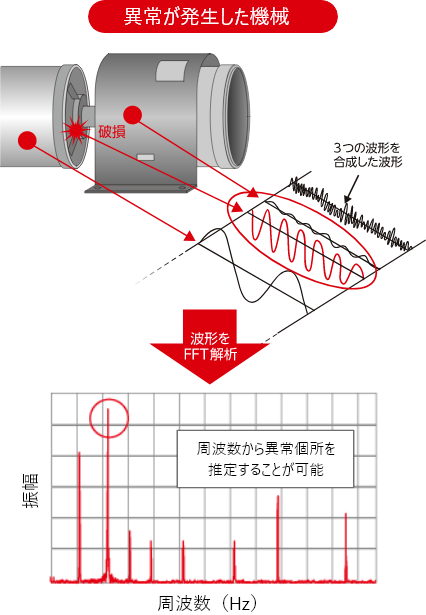
※波形・グラフはイメージです
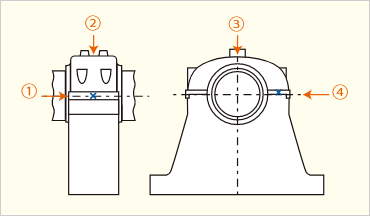
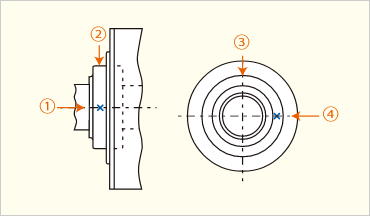
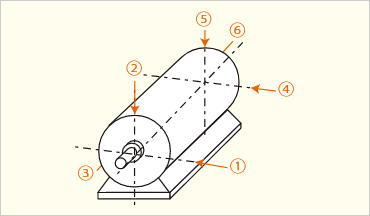
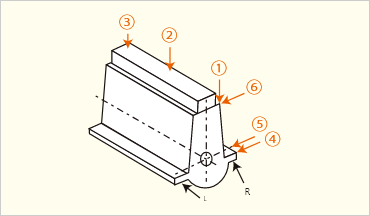
6. 測定箇所の選定
振動の状態監視のための測定箇所を選定する際に考慮すべき項目として、以下が望ましいとされています。
-
1. 近づきやすい箇所
-
2. 異常以外に影響を受けにくい箇所
-
3. 異常状態の変化に対して感度が高い箇所
-
4. 異常による信号の減衰や損失が低い箇所
-
5. 測定の再現性の良い箇所
-
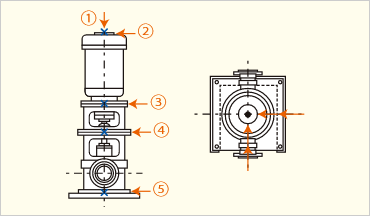
軸受台の測定箇所
-
組込み軸受の測定箇所
-
小型電気機器の測定箇所
-
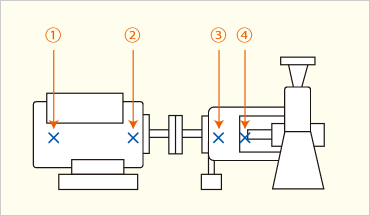
往復動エンジンの測定箇所
-
縦型機械の測定箇所
-
片持ちポンプの測定箇所
参考文献:振動技術研究会 発行
ISO基準に基づく機械設備の状態監視と診断(振動 カテゴリーⅡ)
7. ピックアップの固定方法
振動計のピックアップの取り付け方法によっては、データがばらついたり、正確に測定ができない場合があります。
以下の点に注意して取り付けるようにしてください。
-
1. しっかり密着させる
-
2. 設置面は全て接触させる
-
3. 対象機の軸に対して垂直または水平に取り付ける
-
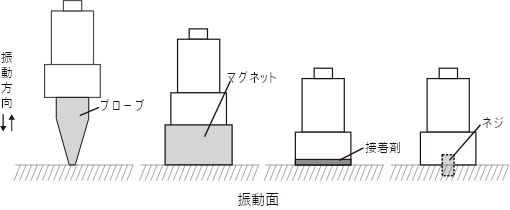
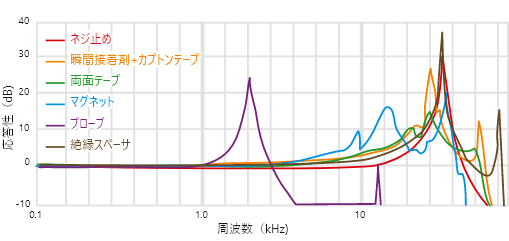
測定する周波数領域によって振動ピックアップの取付け方にも留意する必要があります。誤った取付け方をすると接触共振の影響で測定対象の振動が正しく測れず、正しい診断ができなくなります。
一般に測定範囲は共振周波数の1/3以下とします。
ピックアップの取付け方と接触共振
8. 振動の計測方法
計測方法には「常時監視方式」と「間欠監視方式」の2種類があり設備の重要度によって使い分けるのが一般的です。
常時監視方式
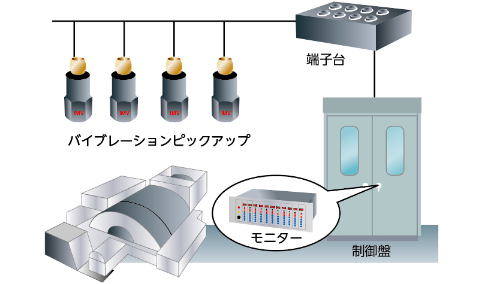
- 重要な機械
- 常時稼動している機械
- 人が近寄ることができない機械
- 劣化速度が速い機械
間欠監視方式
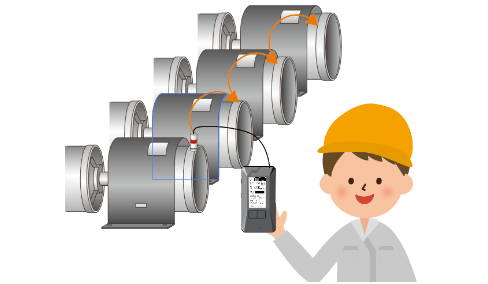
- 故障による影響が少ない機械
- 手軽に振動が計測できる機械
- 劣化速度が遅い機械