

1Hz単位のフィルタ設定で周囲のノイズを遮断。ターボ分子ポンプの「ベアリング異常」を確実に捉え、過剰メンテナンスを解消
製造ラインの停止に直結するターボ分子ポンプの故障。
「いつ壊れるか分からない」という不安から、寿命に余裕がある機器まで更新してしまう「過剰メンテナンス」や、
装置全体の振動に邪魔されてポンプ自体の異常が判別できないという課題を、精密なフィルタリング技術で解決いたしました。
導入の背景
「周囲の振動」がノイズとなり、真の異常が見えない
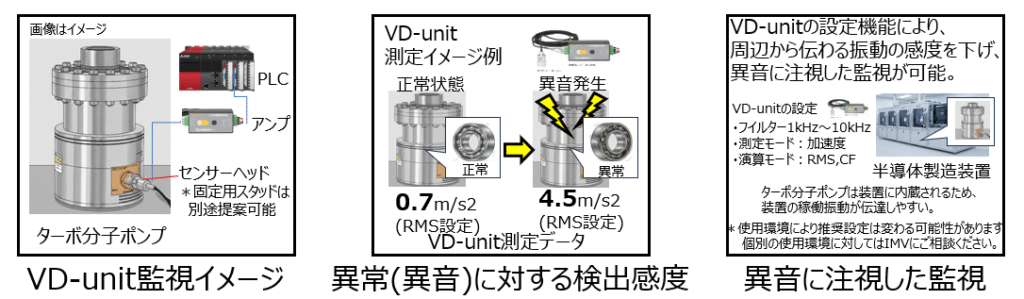
高真空を維持するターボ分子ポンプの監視には、特有の難しさがありました。
環境ノイズの影響
装置全体のガタつきや周辺機器の振動を拾ってしまい、ポンプ自体の異常値が埋もれて判別できない。
根拠なき過剰メンテナンス
異常を正確に検知できないため、リスク回避として高額な機器更新を定期的(早め)に行わざるを得ず、メンテナンスコストが膨らんでいた。
このように、騒がしい環境下で「狙った異常」だけを抽出する高度な監視手法が求められていました。
導入の決め手
1Hz単位で自在に設定可能な「バンドパスフィルタ」
VD-unitの最大の特徴は、現場の環境に合わせて不要な周波数帯域を極限までカットできる点にあります。
ある事例では、1kHz〜10kHzの帯域に絞ったフィルタ設定を実施。
周辺装置から伝わる不要な振動を完全にカットし、ベアリング異常特有の「微かな異音」だけを捉えることに成功しました。
圧倒的な有意差の検知
フィルタリングにより、正常時 0.7m/s^2に対し、異常時 4.5m/s^2 という極めて明確な数値差を検出。この確実な検知能力が導入の決め手となりました。
導入後の変化
データに基づく「根拠ある更新」で、コスト最適化と安定稼働を両立
VD-unitによる精密監視は、メンテナンスの考え方を根本から変えました。
メンテナンス費用の最適化
「まだ使える」個体を最後まで使い切り、異常の兆候が出た段階で「壊れる前」に確実に交換する。
データに基づいた適切な更新サイクルを確立できました。
突発停止のリスク排除
周囲のノイズに惑わされることなく、ベアリングの劣化を早期に把握できるため、計画的な保守が可能になり、ラインの安定稼働に大きく寄与しています。
「いつ壊れる?」という不安から、「もう壊れる」という確信へ
「見たい振動」をピンポイントで抽出できる実力が証明され、現場の「いつ壊れるか分からない」という不安が解消されました。
異常の兆候を”制御”して品質を拓く監視ユニット
振動診断ユニット VD-unit

振動を用いた予知保全を提供し
ヒトの五感よりもはやくそして正確に異常の兆候を見極めながら
施工面や信頼性も含め全体的にコスト削減に貢献しています。
すでに多くの生産ラインで導入が進んでいるVD-unitは、
「加速度」「速度」「変位」「温度」を同時に計測することができます。
適切なものさしがわからなくても、機械の異常の兆候を監視できます。
設備が停止した場合でも
検知してから、人を集めて対応するのではなく、
検知してすぐ、PLCを用いて制御することができる製品です